为了克服传统注塑成型时厚壁产品收缩变形、表面质量差等缺点,在20 世纪70 年代提出了气辅注塑成型(Gas2Assisted Injection Molding 简称GAIM) 的技术思想,工艺参数与气肋设计对气辅注塑成型的影响该技术在80 年代迅速发展成为一项新型成型技术。气辅注塑成型包含塑料熔体注射和气体注射两部分。而气体注射又可分成两个阶段。**阶段是将压缩气体注射到塑料熔体中,伴随着气体的穿透,塑料熔体被吹胀。当塑料熔体开始收缩时,再注入气体依靠气体注射压力来保压成型,这称之为**阶段。根据成型的不同工艺过程,气辅注塑成型可分为标准成型法、副腔成型法、熔体回流法和活动型芯法四种[2 ] 。博思德气辅工艺参数与气肋设计对气辅注塑成型的影响气体注入可通过“气体体积控制"或者“气体注射压力控制"两种方式。气体体积控制就是将混合气体按一定比率注射;气体注射压力控制就是按一定的压力规则(如等压、分级、等变率等方式) 注射气体。气体注入点可以选择在注射喷嘴处,但不能排气;也可以设置在分型面、型腔、分流道等任何部位,而且在开模之前也是经由该点的气针来泄压。
气辅注塑成型可以增大强度P重量比、缩短成型周期、降低注射压力和锁模力、减小应力翘曲、增强制件设计的柔性等[3 ] 。但是,GAIM技术要求很高,虽然这项技术商业化应用已经有了十多年,但由于加工过程中气固两相流变性非常复杂,到目前为止对GAIM 加工特性的研究尚未成熟。
GAIM技术可成型刷柄、扶手、方向盘等棒形或管形件,汽车仪表盘等大的板形件,厚薄不均的各种家电外壳和塑料家具等。
2 工艺参数等对气辅注塑成型的影响
GAIM 要比传统注塑成型(Conventional InjectionMolding 简称CIM) 复杂多了,因为它增加了气体注射和气道设计的有关参数。气辅注塑成型工艺参数包括:欠料注射量( shot size) 、延迟时间(delay time) 、气体注射压力和熔体温度。欠料注射量就是每个工作循环里的熔体注射量,用制件体积的百分比表示(除掉浇注系统部分) 。当欠料注射量较高时,制件实心段冷却缩痕严重。当欠料注射量偏低时,制件容易发生充填不足,甚至熔体吹破。延迟时间是指从熔体开始注射到气体开始注射的间隔时间。它是诸多气辅工艺参数中*为敏感、*为关键的因素。延迟时间的设置要与熔体注射结束紧密配合。如果延迟时间过长,表面容易出现迟滞纹;如果延迟时间过短,容易引起熔体吹破。气体注射压力和熔体温度都是指入口处的压力和温度。气体注射压力对制件壁厚有较大影响,而且可调范围较宽,但是对气体穿透长度的影响却很小。气辅工艺对聚合物的流动性能要求更高。不同塑料的流动性不同。在注塑成型过程中,熔体温度是调节聚合物流动性的关键参数。升高熔体温度可降低粘度,增强流动性,但温度过高,使粘度过低导致熔体吹破的危险性也就越大,而且冷却费时导致加工周期也变长。温度作为一个难于控制和保持的工艺参数,易受干扰,容易引起温度波动。这使熔体温度对成型过程的影响更趋复杂性。因此更适合选用高熔融流动指数的塑料进**辅注塑成型。气道截面的形状和尺寸在GAIM加工中是至关重要的。以图1 中五个不同截面设计的气肋为例,研究气肋截面对成型的影响。为了使研究结果具有可比性,虽然气肋几何尺寸不同,但气肋上半部分结构设计具有相同的横截面积(30mm2 ) ,制件长度也一样,长宽比相等。
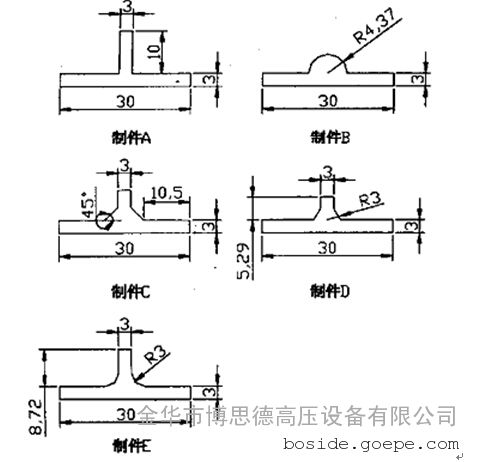
图1 不同截面设计的制件(长相等)
2. 1 工艺参数等对气泡穿透长度的影响
博思德气辅工艺参数与气肋设计对气辅注塑成型的影响,欠料注射量是GAIM 加工中影响*显著的因素。在GAIM加工中希望气体能够纵深穿透到制件的边端区域。为了避免在重要部分出现凹痕,穿透长度应该大于制件长度的70 %。按照影响气泡穿透长度的能力排列,分别是欠料注射量、延迟时间、气体注射压力和熔体温度。
不管气肋截面设计如何,注射量增加都会使气泡长度变短,因为模腔内可供相同体积的气体穿透的空间相应减少了。尽管这五种结构有着相同的变化趋势,但实际上各自的气体穿透程度还是不一样的。当气肋横截面上可穿透区域增大时,在相同气体体积下气泡的穿透长度将近似线性的变短。A 在气道横向上的扩张区域*窄,这使它在纵向上的穿透程度*大,因而可获得*长的气泡长度。而B 在横向上的穿透自由度*大,能形成*大的气道截面,但得到的气泡长度却*短。因此,气肋截面设计对气泡长度有着重要的影响。为了争取*大的气体穿透,欠料注射量应该减少,而且制件在横向上应缩小尺寸。
理论上延迟时间增长,靠近模腔内壁表面的塑料熔体就更能冷却固化,固体层厚度增加,从而横向阻力变大,气体遵循阻力*小原则沿气道中央纵深穿透,获得更长的气道。但实际当中,气道随延迟时间的增长而增长的量是很微小的。
博思德气辅工艺参数与气肋设计对气辅注塑成型的影响,气体注射压力越大,气体穿透能力越强。由于A和E 的横向穿透面积小、阻力大,所以当气体注射压力升高时,气体的穿透能力在横向上增强不大,但在纵向上增强许多。而B、C、D 横向穿透空间大,当气体注射压力升高时,气道变宽,气泡长度相应变短。如果想通过升高气体注射压力来增加气泡长度,就应该在制件交叉部位处尽量减少横向上的穿透空间(如A) 。否则,就应该选择较低的气体注射压力。熔体温度对气泡长度的影响不但与气肋的设计有关,还与制件材料的流动性有关。然而,塑料的熔体温度对气体穿透长度影响甚微,而且这种影响是不稳定的。如果希望气泡长度与熔体温度互不影响,那么制件在设计时要尽量避免厚壁气道。
2.2 工艺参数等对弯曲强度的影响
博思德气辅工艺参数与气肋设计对气辅注塑成型的影响A只能成型*小的气道截面,其制件却能承受*大的载荷;而B能成型*大的气道截面,其制件却只能承受*小的载荷。可见越窄的气道将得到越大的弯曲强度。
为了减小气道截面,就应该降低气体穿透能力。由上述可知增加欠料注射量、增加延迟时间、降低气体注射压力、设置较低的熔体温度都能降低气体的穿透能力,因此理论上都能提高制件弯曲强度,提高制件性能。
结构设计类似A和E这样的制件,横向穿透空间小阻力大,气道截面扩张受限,容易成型狭窄的气道截面。因此,当机械强度是一个重要的考虑因素的时候,或者在熔体温度设置较底的情况下,或者当使用一个较低的气体注射压力的时候,制件应该设计成类似A和E的结构。
2.3 工艺参数等对翘曲度的影响
传统注射成型工艺中引入气体辅助的一个原因就是因为能够减小翘曲度。但气体辅助是否对各种设计的制件都能起到减小翘曲的作用呢?其实不然,在横向上有着更大的气体穿透空间的B、C和D不但能成型较大的气道截面,而且具有减小翘曲度的作用。而A和E不仅成型的气道截面狭窄,而且会随着气体注射增加而增大翘曲度。
有些制件,尤其是那些具有较大的可供气体穿透的截面区域的制件,如果在注塑成型中没有气体辅助成型,就容易产生较大的翘曲度,但是如果在成型中采用气辅成型,那么制件翘曲变形的趋势就会得到减弱。相反,对那些截面狭小制件,当不注射气体时能减小翘曲度,而注射气体时却会恶化翘曲倾向。因此,有厚壁部分的大制件宜采用气辅注塑成型。
2.4 手指效应
手指效应一般发生在大平面制件中,它是指在气体保压阶段中,制件薄板部分的体积收缩,产生的缺料依靠气道与薄板之间的熔体来补缩,气体因此而进入薄板区域,导致薄板壁厚减小,壁厚不均,降低了制件强度。薄板壁厚越大,体积收缩也就越大,气道里的气体就越容易闯入薄板部位,产生手指效应的危险性也就增加。手指效应如图2 所示。
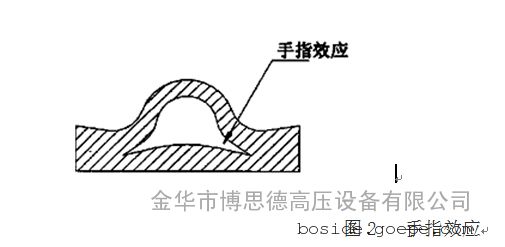
图2 手指效应
为了确保气体不在薄板区域扩展,薄板部分壁厚不宜超过4mm,而且气道宽度W与薄板壁存t 应该满足关系式W= 2t~3t。在材料方面宜选择收缩率比较小的材料,例如收缩率很小的PS发生手指效应的可能性就非常小,而收缩率大的PP手指效应就很显著。另外气体保压压力不能过高(这个界限依不同的聚合物材料而定)。手指效应与气泡穿透有着内在的联系。图1 中五个制件并不都出现手指效应。这与制件材料及气肋截面设计有关。实验中只有制件A 和E才出现了手指效应,而且注射量越大手指效应越明显。这是因为A和E的横向截面穿透区域狭小,限制了气道扩张,而且气道宽度W < 3mm < 2t~3t = 6~9mm ,不满足气道截面设计的要求。另外气道与薄板的过渡圆角越大,延迟时间越长,手指效应就越小。因为增加延迟时间,就增加了熔体冷却的时间。于是气体穿透到薄壁区域的阻力就越大,这不仅将减小手指效应,而且还能增加气体穿透长度。
2.5 其他工艺条件对气辅成型的影响
其他工艺条件包括冷却时间和模温等。冷却时间太短,制件尚未完全固化,厚壁部分中心的熔体温度还很高,渗透在熔体内壁的气体可能逃逸或者胀大,使制件局部膨胀,甚至胀裂。为了能在较低温度下气辅成型,采用流动性良好的塑料,可使冷却时间大大缩短。模温可影响气体穿透能力。模温越高,贴近模具内壁的熔体温度就越高,所以粘度小流动性好,气体穿透阻力小,因此可成型宽大纵深的气道。
3 总结
表1 给出了五个制件在气泡长度、弯曲强度、翘曲度和手指效应等方面的比较。表中的勾表示该制件具有某方面的良好性能。制件A 具有长的气泡长度和高的弯曲强度。虽然A的结构设计会使翘曲度随气体的注射而轻微的增大,但它整体的翘曲度仍然要比制件B、C和D 的低(尽管模具B、C和D的制品翘曲度随着气体注射而下降) 。
博思德(Boside)公司可以为客户提供:氮气辅助注塑成型技术咨询、生产辅导;氮气模具制造、设计改良;氮气辅助成型设备规划、安装调试;各种高压管路设计、施工;氮气发生器及气体压缩机的安装维护、保养;氮气辅助注塑产品试模及加工生产。多年来,经过不断地改革,凭借对提高产品质量的持之以恒的追求和独特的专有技术经验,在国内场上赢得了较高的声望。
我们有完善的技术部、模具部、注塑生产部、售后服务部门。有能力快速的为尊贵的客户提供上等的服务。我们致力于成为各大企业*优良的供应厂商,这是博思德公司的根本。氮气辅助注塑成型设备/氮气发生器/高压压缩机。